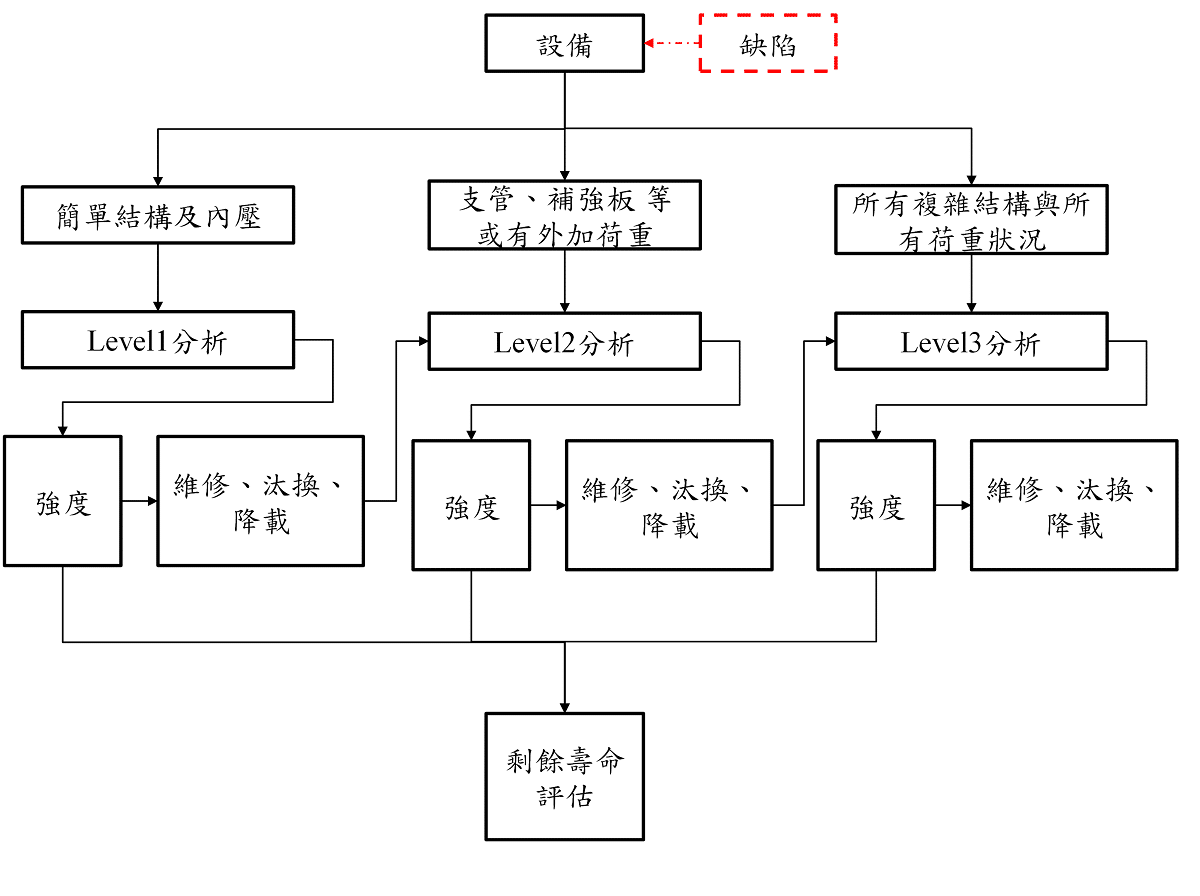
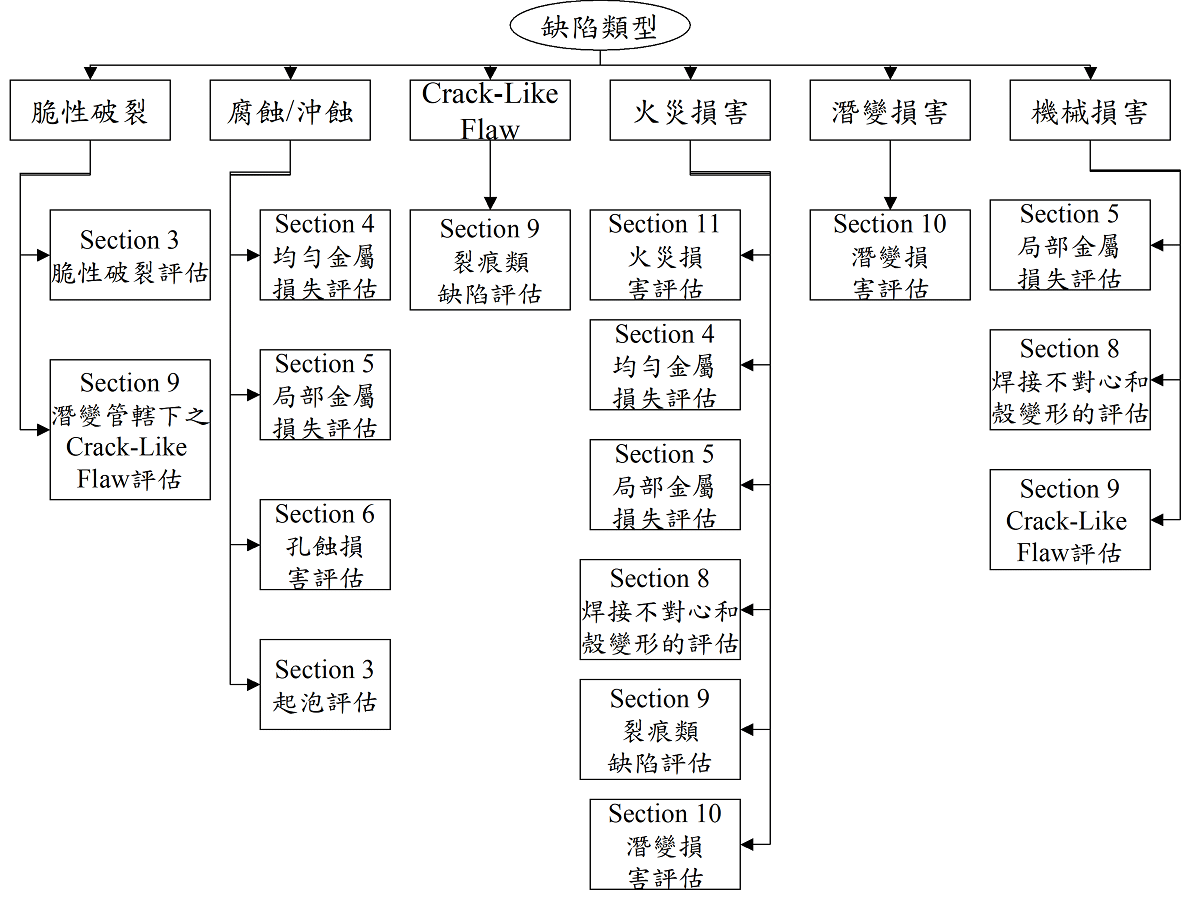
適用性評估是從強度觀點結合實務的需求,以殘餘強度、剩餘壽命界定可承受界線。適用性評估(Fitness For Service, FFS) API 579對於存有缺陷的設備以分級評估的方式,提供相對理論而言更為快速且定量的評估指引,並且清楚界定通過準則,對於不通過的情況也提供相應的處理方法,以保證未來仍有足夠安全能繼續運轉。
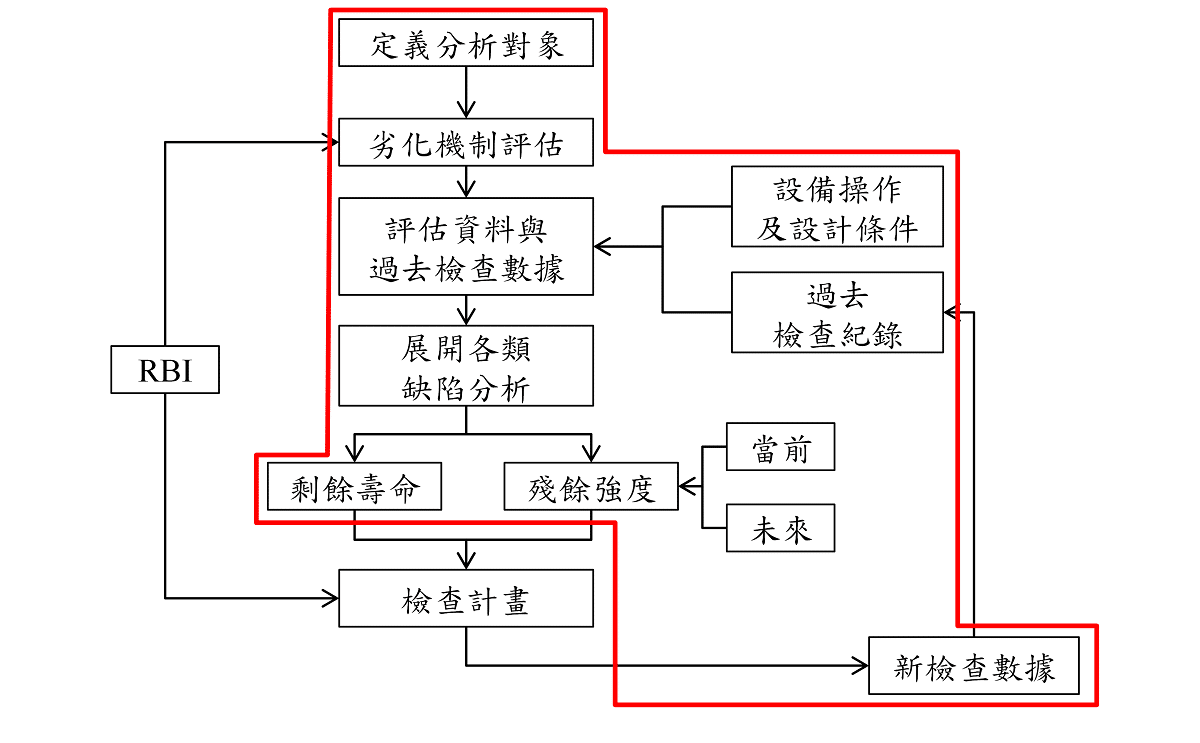
鑒於上述,RBI及FFS乃設備申請延長開放替代檢查中相當合適的方法。RBI是以美國石油協會(API)所發佈的標準API 580、API 581為主。TWI Ltd指出API581及API580是最被常使用的風險檢查指引。FFS則是以API 579為評估的指引,2011年C. M. Holtam 等人研究結果指出世界上常使用的缺陷評估標準為API 579,其次則為BS 7910。本文以上述標準文件做為RBI及FFS的評估基礎,探討各項技術於設備延長開放替代檢查的運用及幫助,並以PSA製氫製程為對象進行討論。
API RP 579- Fitness for Service(FFS)這個規範於2000年發表後,成為業界第一個完整探討設備存在缺陷時是否還可繼續使用、或使用多久的技術規範。ASME (American Society of Mechanical Engineers)也正與API(American Petroleum Institute)合作,計畫在近期內將API RP 579沿伸到非製程設備,成為ASME的標準之一。