1.不銹鋼管線用料製程之熱處理及沿晶腐蝕測試(鋼管 ASTM A312 Gr.TP321 & 347,鍛造法蘭 ASTM A182 Gr.F321 & 347,鍛造管件 ASTM A403 Gr.WP321 & 347 及鑄造閥類 ASTM A351 Gr.CF8C):
(1) 固溶退火熱處理(Solution Annealing Heat treatment):不銹鋼鋼管(不論是無縫或有縫製程)、法蘭、管件及閥類等, 於製程完成後,需施行 1040°C固溶退火熱處理及急冷,以快速通過敏化溫度區域,避免生成碳化鉻,防制晶粒間腐蝕。[2]
(2) 穩定化熱處理(Stabilization Heat Treatment):(補充規定) 建議:高溫環境下,不銹鋼法蘭、管件之製程及固溶退火熱處理完成後,接續施行 815~870°C穩定化熱處理,持溫 2 小時/英 吋管厚,並急冷以利快速通過敏化溫度。[3]
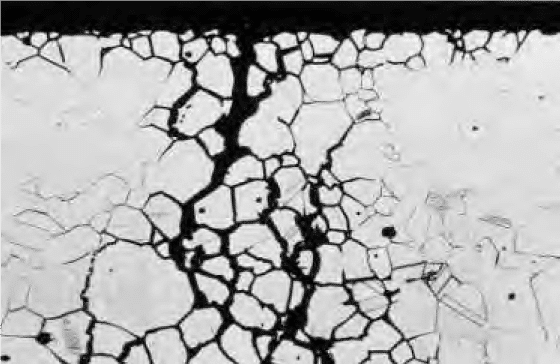
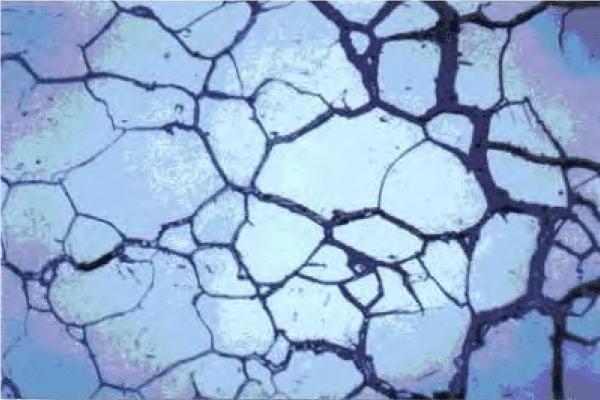
(3) 沿晶腐蝕測試:(補充規定) 建議:高溫環境下,不銹鋼鋼管及法蘭用料之採購規範,特別規定:依 ASTM A262 Practice C 施作「沿晶腐蝕測試」。[4,5]
2.選用低碳含量之不銹鋼:
如 304L、316L(0.035%碳),銲接性佳及入熱量低,不易生成碳化鉻,因其碳含量低,較不耐高溫(400°C以下),但適用於低溫環境 (零下 254°C)。[1,6]
3.選用添加穩定性金屬之不銹鋼:
(1) 如 321 含鈦(Titanium),或 347 含鈮(Niobium,亦稱 Columbium) 和鉭(Tantanium)之穩定型沃斯田鐵不銹鋼,因 Ti 及 Nb 比 Cr 對 C 更具親和力(Affinity),俾晶粒間生成穩定之 TiC 或 NbC, 降低碳化鉻的析出,以防止晶粒間腐蝕。[1]
(2) 建議:427°C以上高溫含硫環境下,選用 321、347 或鎳基合金 Alloy 20Cb-3、825 及 625,可抗聚硫酸應力腐蝕龜裂。聚硫酸 (Polythionic Acid, H2SxO6)係不銹鋼在高溫含硫環境中產生硫化現象,其金屬表面生成硫化鐵(FeS),於停爐系統開放時,與 空氣中之氧和濕氣所結合反應生成,化學反應式: 8FeS+11O2+2H2O→4Fe2O3+2H2SxO6。[1,7]
4.選用添加穩定元素鈮-鉭(Nb-Ta)之不銹鋼電銲條:
321 及 347 不銹鋼銲口,第一道以惰氣遮護鎢極電弧銲(GTAW, 或稱 TIG)ER347 氬銲條打底,第二道以上則以遮護金屬電弧銲法 (SMAW)E347-16 手銲條施銲。ER347 & E347 電銲條之 Nb 或 Nb-Ta 含量至少為碳的十倍(C:0.08%),上限為 1%,可降低銲道及熱影響區晶粒間碳化鉻之析出,防止晶粒間腐蝕。[8]
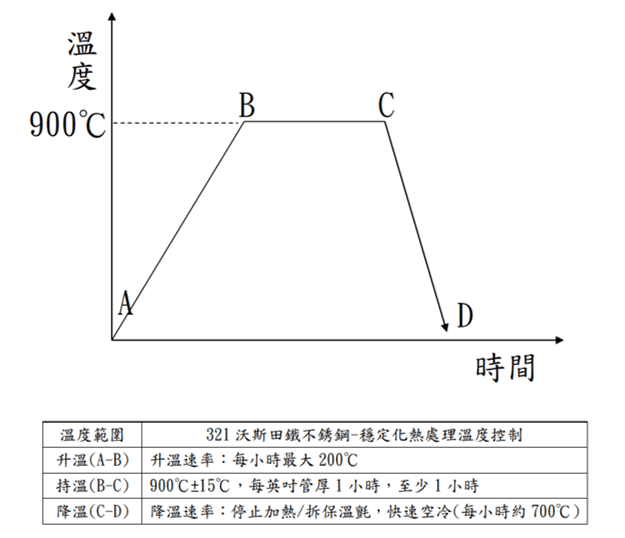
5.高溫含硫管線之現場銲口於銲接後,施行 900°C穩定化熱處理:
建議:為防制聚硫酸應力腐蝕龜裂,高溫含硫管線之現場銲口, 於銲接完成後進行 900°C之穩定化熱處理,持溫 2~4 小時,既可消除銲接產生之內應力,又可促使 TiC 及 NbC 穩定碳化物生成, 減少碳化鉻之析出,進而增強其銲道及熱影響區之抗蝕性,其熱處理程序及溫度與時間圖(如附圖 3)。[1,9,10]