MI為美國OSHA( Occupational Safety and Health)高危害化學品製程安全管理(Process Safety Management,PSM)14項之ㄧ,屬於29 CFR 1910.119(j)章節,MI要求事項分六大部份[5],包括(1)適用範圍(Applications)、(2)撰寫程序(Written procedures)、(3)製程維護作業訓練(Training for process maintenance activities)、(4) 檢查和測試(Inspection and testing)、(5)設備缺失(Equipment deficiencies)和(6)品保(Quality assurance),不同於著重於人員傷害事故防範與降低之安全觀念,MI在強調避免發生重大危害的事故,以一個持續設備完整性理念取代損壞維修理念,確保製程設備和儀控從設計、建造、安裝和維護來降低危險物質洩漏的風險,過去維修工作著重於短期修理而不是長期可靠度,因此著重於現在如何做而不是如何預防未來問題的發生,MI可提供管理階層一個便於掌控製程安全的架構,對基層人員而言,MI明確規範個人職責和職掌,履行公司政策,確保在安全的環境下作業,使作業人員避免暴露於危害化學品,MI是有計畫性的執行工作,以確保重要設備符合使用之操作壽命,是一種要求,也是一種理念,透過有效的人力、技術和管理做好設備安全管理,洞察故障於機先,降低非計畫性停爐時間和緊急型態之維修,並提供複雜之預防保養工作一個標準化作業程序,MI建置主要目的包括符合政府法規要求、國際貿易需求、提升維修效率和一致性、提升協力廠商的能力、改善備品之管理、降低設備失效所導致工安以及環保問題、降低非計畫性維修成本和時間、降低操作成本以及提升設備可靠度和產品之一致性。
以下以製程管線來說明MI建置重點:
(1)適用範圍:MI適用範圍包括壓力容器(反應器、塔槽、換熱器、分離槽……)、儲槽、管路系統(包括附屬組件,例如閥體、法蘭、插管)、釋壓和排放系統、緊急遮斷系統、控制系統(監視裝置、感測器、警報器、連鎖裝置)、轉機(泵浦、壓縮機)以及公用系統(冷卻水、蒸氣、空氣、電力),首先應建立關鍵設備選擇標準和文件、定義設備詳細層級並建立設備清單,對複雜之管線系統而言,可利用API 580之風險基準檢查(Risk Based Inspection,RBI)之方法來篩選出關鍵性管線,相關評估技術依據API 581[6],同時可藉由電腦維修管理系統(Computer maintenance management system,CMMS)來建置相關管線基本以及檢查維修資料作為MT平台,ISO14224 提供煉油、石化和天燃氣可靠度和維修資料收集和交換之依據。
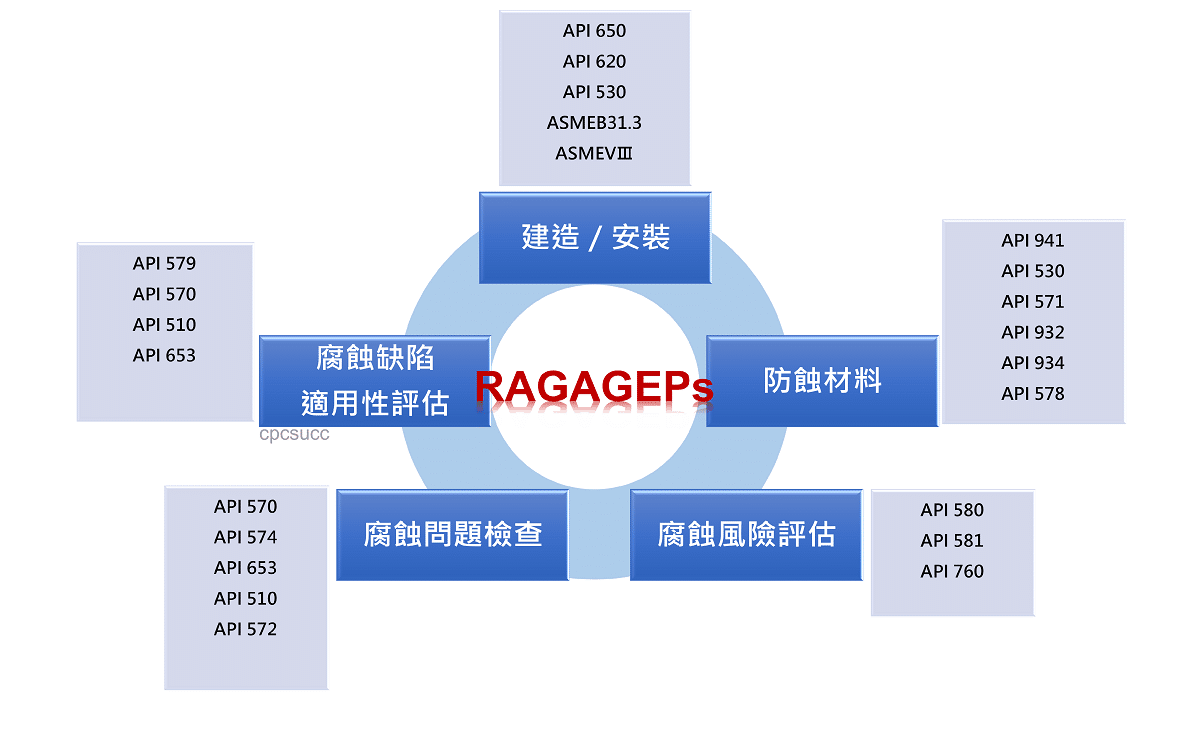
(4)檢查和測試:製程設備強制執行檢查和測試工作,檢查和測試程序強制依循認可和一般可接受好的工程實務(Recognized And Generally Accepted Good Engineering Practices ,RAGAGEPs),檢查和測試頻率應和製造廠建議書以及一般可接受好的工程實務一致,必要時應依據以前之操作經驗強制進行更高頻率檢查,RAGAGEPs是提供工程,操作,維修,檢查和測試作業的指引文件,可依據法規(CODE),標準(Standard),發表之技術報告以及工業建議準則(Recommended practice,RP),主要三種依循準則政府法規、製造(OEM)和製程Licensor程序、工業標準和發表之指引,例如ASTM、API、NFPA、ASME、NACE、ASNT以及公司操作經驗和政策或再保公司要求,下圖 1 彙整壓力容器、管線和儲槽從設計、建造、安裝、維護和檢查評估等常用之RAGAGEPs,API 570提供使用後之製程管線檢查檢查、變更、維修和汰換最佳RAGAGEPs。
圖 1 、壓力容器、管線和儲槽常用RAGAGEPs彙整
(5)設備缺失:當設備超過可接受限度,雇主再進一步使用之前,強制進行異常矯正或在確認安全操作下採取安全和適時的方式,首先應建立設備接受標準以及定義設備功能和堪用狀況,定期評估和鑑別設備異常狀況,並建立異常狀況的處理、執行程序以及解決設備異常方法。異常矯正不總是可能馬上進行,特別對連續性操作的設備立即停爐可能存在風險,此說明設備操作超過可接受限度不一定會產生嚴重危害,設備存在MI之異常(MI deficiency)可被操作一段暫時性週期,暫時性週期決定於異常的特性以及計畫和執行永久性銲補的時間,暫時性安全措施必須被執行,例如降低產量,降低壓力或溫度降低安全閥設定點,增加檢查頻率(縮短檢查週期),若進行異常評估結果證實暫時性安全措施可不必須被執行,此時設備能被安全操作停爐再進行永久性銲補,若暫時性安全措施是必須的,應進行變更管理(management of change,MOC),且應被文件化,API 570提供管線查發現缺陷時之堪用評估、殘留壽命計算、更級、變更和維修之方法和要求,API 579提供管線適用性評估,分成level 1、2、3三級。